High Frequency
Work Coils
Determining the correct HF Coil features for your tube mill
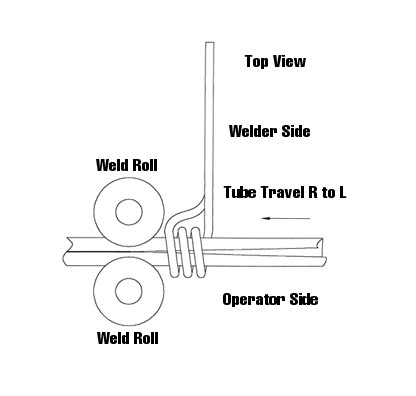
- Stand on the operator’s side of the mill, not the welder side. The direction the tube is traveling determines the “hand” needed. If you are on the operator’s side and the tube is running from your right side going towards your left side, the mill is a “Right to Left” (R-L) mill. Tube running from your left side towards your right side makes the mill a “Left to Right” (L-R) mill.
- The first turn of the coil should be going underneath the tube (see figures A & B).
- Offset coils should have both tubes closest to the originating ‘hand.’
Contact us to learn more about High Frequency Work Coils.
Correct work coil sizing

The HF coil diameter should be large enough to ensure reasonable clearance between the OD of the tube and the ID of the coil. Generally, the coil ID should be about 25% larger than the tube. Coil length and coil inside diameter should be equal and again, be approximately 25% larger than the tube with a maximum of 1” radial clearance. Dimension C (previous page) depends on the design of the mill and the diameters of the weld rolls. This dimension should be kept as short as possible and preferably shorter than the tube diameter.
Frequently asked work coil questions
1, 2, 3, 4, or 5 turns?
Typically 1 turn is used on solid state welders for larger tubes starting around 2.500″ OD, 2 turn coils are used on solid state welders when the tube is less than 2.5000″ OD, 3 turn coils are used on vacuum tube welders almost all tube OD’s. We make a few 4 turn coils for some customers producing tubing less that .875″ OD but most customers producing these sizes still use the 3 turn. We have experimented with 5 turns on these small tubes but it didn’t work out.
When in line, when offset?
All 2-turn Solid State coils are offset a small amount. With vacuum tube coils the offset usually has to do with the configuration of the weld rolls.
Why banded or non-banded?
Non-banded coils seem to work well on vacuum tube welders. Solid State welders require more coupling so the coils are designed with a band.
Why coated or non coated?
The coatings act as an insulator to prevent arcing between the tube and the coil and also if a piece of scarf should touch across the wraps.
Does coil direction matter?
Typically if you run a left-to-right work coil on a right-to-left running mill, the amount of the coil being next to the weld rolls is decreased and the distance between the coil and weld roll is increased. This added distance between the coil and the rolls can make your efficiency drop which means you may need to increase power to make good welds. If you run a left-to-right work coil on a left-to-right running mill, more of the coils tend to be closer to the weld rolls and this means power can be reduced and efficiency goes up. This is more important on a solid state welder than it is on the older vacuum tube welders but it can still help the vacuum tube welders run more efficiently saving the customer money.
